WŁAŚCIWOŚCI TRIBOLOGICZNE OLEJÓW CYKLOFOSFAZENOWYCH X-1P I X-100 W UKŁADACH TARCIOWYCH STAL/STAL I STAL/GLIN
THE TRIBOLOGICAL PROPERTIES OF CYCLOPHOSPHAZENE LUBRICANTS X-1P AND X-100 IN STEEL/STEEL AND STEEL/ALUMINUM CONTACTS
Marcin PRZEDLACKI, Czesław KAJDAS
Politcchnika Warszawska. Instytut Chemii, ul. Łukasicwicza 17, 09-400 Płock.
Słowa kluczowe: cyklofosfazeny, stal, glin, tarcie graniczne
Key-words: cyclophosphazenes, steel, aluminum, boundary lubrication
Publikowane w: TRIBOLOGIA, nr 3, 2002, s. 985
Streszczenie
WPROWADZENIE
Cyklofosfazeny są związkami chemicznymi zawierającymi pierścień składający się z na przemian występujących atomów fosforu i azotu. Pierścień ten ma charakter aromatyczny. Fluoroalkoksy- i fenoksy- podstawione cyklofosfazeny o 3- i 4-członowych pierścieniach są wykorzystywane jako oleje smarowe i płyny hydrauliczne od lat 60. XX w. Są to substancje niepalne i o bardzo wysokiej odporności termicznej. W latach 90. ubiegłego stulecia NASA i Departament Obrony USA zainicjowały badania mające na celu znalezienie środków smarowych mogących pracować w wysokich temperaturach w nowoczesnych silnikach turbinowych. Substancje smarowe odpowiednie do takich zastosowań muszą mieć stabilność termiczną powyżej 360°C [L. l], być niepalne i mieć małą prężność par. Powinny przy tym zachowywać płynność w temperaturach poniżej -30°C. Spośród wielu różnych związków cyklofosfazenowych wyselekcjonowano substancję najlepiej spełniającą te wymogi. Olej X-1 P jest mieszaniną p-fluoro fenoksy- i m-(trifluorometylo)fenoksypodstawionych cyklotrifosfazenów, przy czym stosunek molowy poszczególnych podstawników wynosi odpowiednio 1:2. X-1 P jest stabilny termicznie do temperatury 430°C [L. 2]. Substancja ta posiada również bardzo dobre właściwości tribologiczne. W testach porównawczych przeprowadzonych na aparacie czterokulowym X-1 P zapewnił mniejsze zużycie kul wykonanych ze stali 52100, M-50 i SS 440 C niż olej polifenyloeterowy 5P4E.CZĘŚĆ DOŚWIADCZALNA
Substancje smarowe
Do badań tribologicznych wykorzystano dwa oleje cyklotrifosfazenowe o takim samym pierścieniu i różnych podstawnikach: X-1 P i X-100. Ich struktury chemiczne przedstawione są na Rys. l. Oleje te zostały otrzymane z firmy Dow Chemicals i użyte do testów bez dalszego oczyszczania.Badania tribologiczne
Testy tribologiczne przeprowadzone zostały na aparacie Optimol SRV. Skojarzenie tarciowe w tym urządzeniu składa się z kuli i tarczy. Kula, wykonująca ruch posuwisto-zwrotny dociskana jest do nieruchomego dysku. W badaniach wykorzystane zostały dwa układy materiałowe: kula stalowa-dysk stalowy i kula stalowa-dysk glinowy. Średnica kuli wynosiła 10 mm. Elementy stalowe o chropowatości powierzchni Ra = 0,1 µm wykonane były ze stali AISI 52100. Dyski glinowe wykonane były ze stopu Al 2024. W układzie stal-glin zastosowano następujące parametry pracy testera SRV: częstotliwość 25 Hz, amplituda l mm, czas testu 30 minut, temperatura pokojowa, obciążenie 20, 40 i 50 N. Testów pod wyższymi obciążeniami nie prowadzono ze względu na szybkie zużywanie dysku glinowego. W układzie stal-stal, w porównaniu do układu stal-glin, zastosowano wyższe obciążenia - 100, 200, 250 i 300 N oraz dłuższy czas testu - 90 minut w celu otrzymania mierzalnych skaz zużycia. W czasie testów rejestrowany był współczynnik tarcia, a po zakończeniu biegu testowego mierzone były, za pomocą mechanicznego profilometru, wymiary skazy zużycia na powierzchni dysku. Dla każdej substancji smarowej w danych warunkach wykonywane były trzy biegi testowe. Jako końcowy wynik przyjmowano średnią arytmetyczną z trzech oznaczeń. Przed każdym biegiem testowym elementy pary tarciowej oraz ich uchwyty myte były w łaźni ultradźwiękowej w eterze naftowym przez 15 minut, a następnie suszone na powietrzu. Po zamontowaniu elementów trących w miejscu kontaktu kuli i dysku nakładana była jedna kropla badanego oleju smarowego.
 |
 |
Fig. 1 The chemical structures of cyclophosphazenes X-1P and X-100 | |
Analiza powierzchni śladu zużycia
WYNIKI BADAŃ
Zestawienie wyników badań tribologicznych olejów X-1P i X-100 w układach tarciowych stal/stal i stal/glin zaprezentowane jest w Tabeli l.Właściwości tribologiczne olejów X-1P i X-100 w układzie stal-glin
Porównanie zużycia dysku glinowego dla olejów X-1P i X-100 w układzie stal-glin przedstawione jest na Rys. 2. Dla oleju X-100 zużycie aluminium jest znacznie wyższe niż w przypadku X-1P. Oleje te różnią się rodzajem podstawników przy pierścieniu cyklofosfazenowym oraz
Tabela 1 | |||||||||||
| Układ materiałowy | Substancja smarowa | Obciążenie [N] | Zużycie objętościowe [mm³] | Współczynnik tarcia | |||||||
| wartość średnia | odch. standardowe | wartość średnia | odch. standardowe | ||||||||
| stal-glin | X-1P | 20 | 2,20 | 0,26 | 0,155 | 0,007 | |||||
| 40 | 3,43 | 0,72 | 0,132 | 0,002 | |||||||
| 50 | 4,89 | 0,46 | 0,125 | 0,008 | |||||||
| X-100 | 20 | 2,64 | 0,15 | 0,076 | 0,006 | ||||||
| 40 | 5,83 | 0,28 | 0,078 | 0,004 | |||||||
| 50 | 7,83 | 0,51 | 0,081 | 0,004 | |||||||
| stal-stal | X-1P | 100 | 0,064 | 0,005 | 0,096 | 0,002 | |||||
| 200 | 0,116 | 0,001 | 0,091 | 0,001 | |||||||
| 250 | 0,887 | 0,074 | 0,090 | 0,002 | |||||||
| 300 | 0,941 | 0,146 | 0,089 | 0,002 | |||||||
| X-100 | 100 | 0,029 | 0,004 | 0,142 | 0,003 | ||||||
| 200 | 0,077 | 0,010 | 0,139 | 0,003 | |||||||
| 250 | 0,270 | 0,028 | 0,134 | 0,004 | |||||||
| 300 | 0,691 | 0,037 | 0,127 | 0,005 | |||||||
 |
|
Rys. 2. Zużycie objętościowe dysku aluminiowego smarowanego olejami X-1P i X-100 pod różnymi obciążeniami Fig. 2. The wear volume of aluminum disc lubricated with X-1P and X-100 under different loads |
przede wszystkim zawartością fluoru. X-1 P zawiera podstawniki o charakterze aromatycznym, znacznie bardziej stabilne chemicznie niż podstawniki w cząsteczce X-100 o charakterze alifatycznym. Zawartość fluoru w cząsteczce X-1 P wynosi 26,7% wag., podczas gdy w X-100 jest to ponad 60%. W jednej z ostatnich prac [L. 12] porównywane były właściwości tribologiczne alkoholi fluorowanych i alkoholi niezawierających fluoru w układzie stal-glin oraz stal-stal. Stwierdzono, że zastosowanie fluorowanego alkoholu w kontakcie z glinem drastycznie zwiększa zużycie aluminium nie tylko w porównaniu z alkoholem o takim samym szkielecie węglowym lecz nie zawierającym fluoru, ale także w porównaniu z tarciem technicznie suchym. Zwiększenie zużycia aluminium wiązało się z reakcją fluorowanego alkoholu z powierzchnią metalu prowadzącą do powstania fluorku glinu AlF3. W opisywanym przypadku większe zużycie glinu również wiąże się z większą zawartością fluoru w cząsteczce X-100, którego podstawniki mają budowę odpowiadającą strukturze cząsteczki fluorowanego alkoholu.
Właściwości tribologiczne olejów X-1P i X-100 w układzie tarciowym stal-stal
Rysunek 3 prezentuje zużycie objętościowe dysku stalowego dla olejów X-1P i X-100 w styku tarciowym stal/stal. W porównaniu do układu stal-glin, w przypadku kontaktu stal-stal sytuacja jest odwrotna. Również w tym przypadku istnieje korelacja z wynikami otrzymanymi poprzednio dla fluorowanych alkoholi. W kontakcie stal-stal fluorowane alkohole mają znacznie lepsze właściwości przeciwzużyciowe niż ich niefluorowane odpowiedniki. X-100, zawierający większą ilość fluoru i posiadający podstawniki alkoksylowe, zapewnia znacznie niższe zużycie stali pod każdym z zastosowanych obciążeń od 100 do 300 N. Współczynnik tarcia maleje dla obydwu olejów wraz ze wzrostem obciążenia i analogicznie do układu stal-glin, olej o gorszym działaniu przeciwzużyciowym daje niższy współczynnik tarcia.
 |
|
Rys. 3. Zużycie objętościowe dysku stalowego smarowanego olejami X-1P i X-100 pod różnymi obciążeniami Fig. 3. The wear volume of steel disc lubricated with X-1P and X-100 under different loads |
Analiza chemiczna powierzchni skaz zużycia
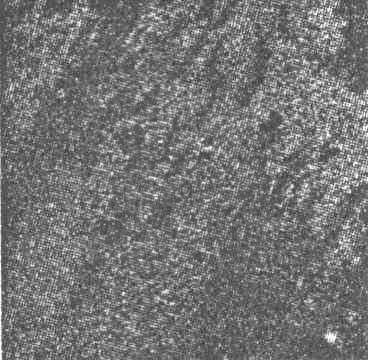
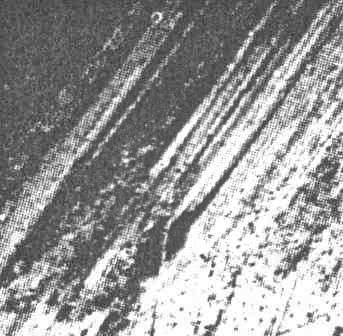
Widma XPS zdjęte z powierzchni śladu zużycia oraz z obszaru położonego poza tym śladem wykazały, że w obszarze poddanym tarciu znajduje się silnie związany z powierzchnią metalu film smarowy, którego nie można było usunąć za pomocą mycia w łaźni ultradźwiękowej w chloroformie. Zarówno do badań XPS, jak i SEM/EDS wybrano dyski stalowe po biegach testowych pod obciążeniem 200 N. Na Rys. 5 porównane są widma XPS otrzymane z dysku stalowego smarowanego olejem X-1 P. Górne widma otrzymano z obszaru śladu zużycia, dolne zaś z obszaru sąsiadującego ze śladem zużycia, który podczas biegu testowego również pokryty był substancją smarową. Widma te wskazują na to, że w obszarze śladu zużycia zaadsorbowane zostały na powierzchni metalu cząsteczki oleju i/lub produkty ich rozkładu. Sygnał żelaza Fe(2p), leżący przy energii wiązania 710,9 eV, odpowiada tlenkowi żelaza Fe203 i jest znacznie słabszy w śladzie zużycia niż poza nim. Sygnał tlenu O(1 s) poza śladem zużycia leży przy energii wiązania 529,9 eV, co odpowiada Fe2O3, natomiast w obszarze śladu zużycia sygnał ten występuje przy 531,8 eV i odpowiada połączeniom tlenu z węglem i fosforem. W obszarze skazy zużycia zarejestrowany został także silny sygnał fosforu, niewidoczny poza zużytym obszarem. Pasmo fluoru, również widoczne jedynie w widmie zdjętym ze skazy zużycia, niesie nieco więcej informacji na temat reakcji cząsteczek środka smarowego z powierzchnią metalu. Pasmo fluoru można rozdzielić na dwa główne sygnały - silniejszy, leżący przy 687,9 e V oraz boczny sygnał, o mniejszej intensywności, usytuowany przy 685,5 eV. Główny sygnał fluoru przypisać można atomom fluoru w połączeniach z węglem, np. w grupach trifiuorometylowych - CF3, występujących w strukturze chemicznej X-1 P. Boczny sygnał przy 685,5 eV odpowiada z kolei połączeniom fluoru z metalami, w tym przypadku FeF2 i FeF3. W widmie żelaza nie ma wyraźnie widocznych pasm fluorków, które powinny się znajdować w pozycjach 711,3 eV dla FeF2 i 714,2 dla FeF3, jednak główny sygnał żelaza (710,9 eV) jest wyraźnie poszerzony od strony wyższych energii wiązania i nie można wykluczyć obecności w widmie żelaza pasm fluorkowych. Występowanie sygnału 685,5 eV w widmie fluoru wskazuje na to, że w czasie tarcia olej X-1 P uległ częściowej destrukcji. Jednym z produktów tej destrukcji są fluorki żelaza utworzone na powierzchni trącej. Zaznaczyć także należy, że w przypadku oleju X-100 nie stwierdzono w widmach XPS tworzenia się fluorków metalu w obszarze śladu zużycia. Zarejestrowany sygnał fluoru odpowiadał wyłącznie połączeniom fluoru z węglem. Fakt ten wskazuje na to, że olej X-100 na powierzchni stali uległ degradacji w mniejszym stopniu niż olej X-1 P.
 Obraz mikroskopowy  Fe |
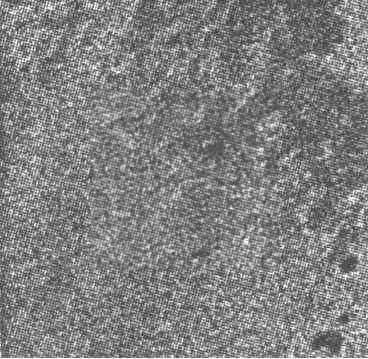 F 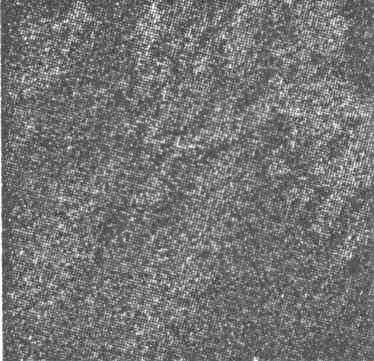 N |
 P |
Fig. 6. The SEM/EDS images of the wear scar on a steel disc lubricated with X-1P |
 Obraz mikroskopowy  Fe |
 F  N |
 P |
Fig. 7. The SEM/EDS images of the wear scar on a steel disc lubricated with X-100 |
WNIOSKI
Badania tribologiczne przeprowadzone na olejach cyklofosfazenowych X-1P i X-100 w układach tarciowych stal/glin i stal/stal oraz wyniki analiz chemicznych skaz zużycia powstałych w obecności tych związków pozwalają na wyciągnięcie następujących wniosków:- W kontakcie z glinem korzystniejsze właściwości przeciwzużyciowe wykazuje olej X-1 P o niższej niż X-100 zawartości fluoru. Podobnie jak we wcześniej przeprowadzonych badaniach na fluorowanych alkoholach, większa zawartość fluoru w cząsteczce substancji smarowej wiąże się ze zwiększeniem zużycia glinu. Z kolei w układzie stal/stal lepsze właściwości przeciwzużyciowe posiada olej X-100.
- W przypadku powierzchni glinowej zużycie ma przede wszystkim charakter chemiczny i związane jest z powstawaniem fluorku glinu A1F3.
- W obydwu badanych układach tarciowych współczynnik tarcia jest niższy dla oleju powodującego większe zużycie.
- Analiza powierzchni skaz zużycia na dyskach stalowych wykazała w przypadku oleju X-1 P obecność produktów głębokiej degradacji substancji smarowej. X-100 okazał się bardziej stabilny w kontakcie stal/stal pod wysokimi obciążeniami. W obecności obydwu badanych olejów w warunkach tarcia na powierzchniach trących powstają odpowiednie fluorki.
LITERATURA
- Nader B.S., Kar K.K., Morgan T.A., Pawloski C.E., Billing W.L.: Development and Tribological Properties of New Cyclotriphosphazene High Temperature Lubricants for Aircraft Gas Turbine Engines, Tribology Transactions, 35 (1992), l, 37-44.
- Kang H.J., Zhao Q., Taike F.E., Perettie D.J., Dekoven B.M., Morgan T.A., Fischer D.A., Hsu S.M., Bhatia S.: The Use of Cyclic Phosphazene Additives to Enhance the Performance of the Head/Disk Interface, Lubrication Engineering, 1999, 3, 22-26.
- Perettie D.J., Johnson W.D., Morgan T.A., Kar K.K., Potter G.E., Dekoven B.M., Putzig C.L.: Cyclic Phosphazenes as Advanced Lubricants for Thin Film Magnetic Media, Adv. Info. Storage Syst. 7. 1996, 157-163.
- Yang M., Taike F.E., Perettie D.J., Morgan T.A., Kar K.K., Dekoven B., Potter G.E.: Cyclotriphosphazenes as Potential Lubricants for Thin Film Hard Disks, Tribology Transactions, 38 (1995), 3, 636-644.
- Zhao Q., Kang H.J., Fu L., Taike F.E., Perettie D.J., Morgan T.A.: Tribological Study of Phosphazene-Type Additives in Perfluoropolyether Lubricant for Hard Disk Applications, Lubrication Engineering, 1999, 3, 16-21.
- Zhao Z., Bhushan B.: Tribological performance of PFPE and X-1 P lubricants at head-disk interface. Part I. Experimental results, Tribology Letters, 6(1999), 129-139.
- Jiaa C.L., Liu Y.: Tribological evaluation and analysis of the head/disk interface with perfiuoropolyether and X-1 P phosphazene mixed lubricants, Tribology Letters, 7 (1999), 11-16.
- Zhao Q., Kang H.J., Taike F.E.: Effect of Phosphazene-Type Additive X-100 on the Tribological Performance of Z-Dol at the Head/Disk Interface, Lubrication Engineering, 2001, 2, 15-20.
- Perettie D.J., Morgan T.A., Zhao Q., Kang H.-J., Taike F.E.: The use of phosphazene additives to enhance the performance of PFPAE lubricants, Journ. of Magnetism and Magnetic Materials, 193 (1999), 318-321.
- Hara H., Nishiguchi I., Sugi S., Tsuboi S.: Investigation of micro-phase separation of the additive, cyclotriphosphazene, in lubricant films of hard disk media, Tribology Letters, 10 (2001), 3, 143-148.
- Choa S.H., Ludema K.C., Potter G.E„ Dekoven B.M., Morgan T.A., Kar K.K.: A Model for the Boundary Film Formation and Tribological Bahavior of a Phosphazene Lubricant on Steel, Tribology Tramsactions, 38 (1995), 4, 757-768.
- Przedlacki M., Kajdas Cz., Liu W.: On lubrication mechanism of perfluorinated alcohols m steel/steel and steel/aluminum contacts, Tribologia (w druku).
- Keller M.A., Saba C.S.: Oxidative Stability and Degradation Mechanism of a Cyclotriphosphazene Lubricant, Anałytical Chemistry, 68 (1996), 19, 3489-3492.
Recenzent: Joachim POTRYKUS
Summary
The tribological test results of cyclophosphazene lubricants X-1P and X-100 are presented in this paper. The tribological tests were performed on an Optimol SRV tester with steel ball - steel disc and steel ball - aluminum disc contacts. The Iower wear of aluminum disc in steel/aluminum contacts was observed for the X-1P lubricant which contains smaller concentration of fluorine. On the other hand, in the steel/steel contact better anti-wear properties were exhibited by X-100 oil containing more fluorine. For both friction contacts higher friction coefficient was observed for the lubricant providing smaller wear. The surfaces of the discs lubricated with X-1P and X-100 were examined using XPS and SEM/EDS techniques. It was found that in the steel/steel contact higher steel wear is connected with stronger degradation of lubricant X-1P than of X-100.